定位控制中如何選擇合適的
編碼器?
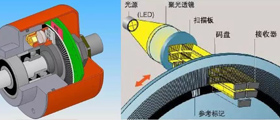
從旋轉編碼器的角度來看,對自動化控制中的位置控制的實現方法進行說明。如果是以旋轉編碼器為基礎實現的話,無論是頻率變換控制還是伺服都可以,但是尺子和激光等其他可以識別位置的線性傳感器也有,但是基本上信號的原理是增量信號、絕對值信號、信號脈沖、總線信號都是一樣的。
自動化控制或定位控制廣泛用于自動化控制,包括起重機高度、無軌和無軌定位、冶金高爐氧槍定位、水利閘定位和雙向同步、醫療床位定位和角度定位等。物流轉盤的進出,叉子的突出長度和高度的定位,壓鑄的研磨工具的定位,沖壓機的高度的定位,橡膠塑料機械的同步定位等,能舉出各種各樣的情況,不過,只是距離測量定位控制有嚴格的要求,如果是定位控制,則以下行為不允許基于前一路徑的位置發生錯誤或自動控制來回,如果雙向同步錯誤,則會發生錯誤,導致機器損壞,這種情況下,必須使用絕對值編碼器。

距離測量應用的情況下,從技術的觀點來看,可以同時使用增量編碼器和絕對值編碼器。絕對值編碼器的優點反映在精度性能上,但增量編碼器更經濟實用。接下來,西安德伍拓自動化技術人員為大家分別介紹適于用定位的三種編碼器:增量型編碼器、單圈絕對值編碼器、多圈絕對值編碼器。
增量型編碼器
使用單圈絕對值編碼器或增量編碼器確實可以實現多圈位置檢測和記錄功能,但要成功完成,必須依賴于設備系統的正常運行。另外,在想要確保位置測量數據的精度、安全性及可靠性時,由于涉及返回代碼的唯一性,因此必須考慮使用多圈絕對值編碼器。
返回代碼的唯一性意味著編碼器不會在特定的旋轉周期范圍內重復信號輸出,并且每個角度的位置代碼都是唯一的。
當將增量編碼器用于位置測量時,設備的信號輸入系統必須基于從編碼器側返回的連續重復脈沖對位置進行計數。因為增量編碼器在旋轉時總是重復相同的脈沖代碼(例如,正交相位A/B增量編碼器輸出總是相位A/B0/1的代碼),所以其信號輸出不唯一。
單圈絕對值編碼器
當使用單圈絕對值編碼器處理多圈位置應用程序時,還需要設備系統在獲取反饋位置代碼的同時積累轉速。一次旋轉絕對值編碼編碼器僅在機械軸的一次旋轉范圍內實現位置信號輸出的唯一性。也就是說,您可以使用單圈編碼器測量角度或測量圓周。
因此,在設備運行過程中可能會出現各種意外情況,如控制程序異常運行、系統與編碼器之間的電氣連接斷開、設備故障或關機、信號線干擾等。。etc檢測動作中發生位置計數或旋轉累計錯誤或復位,相當于位置測量處理的中斷。因此,如果發生上述情況,系統恢復時需要在編碼器所在的位置軸上執行原來的校準初始化操作,設備的不安和事故的可能性變高。
多圈絕對值編碼器
在位置測量中使用多圈絕對值編碼器,其目標范圍(即測量行程)在編碼器旋轉范圍內時,設備系統無需執行位置旋轉計數和累積算法處理方面直接參照編碼器輸出反饋數據。沒有在多圈范圍內重復的位置信號輸出,所有值都是唯一的。
機器位置測量只依賴于編碼器的反饋輸出,與電氣控制系統沒有任何關系。無論電氣系統出現上述意外故障,位置測量的最終結果都不會受到中斷的影響。檢測操作過程。這可以節省在設備重新啟動時初始化原始校準的復雜操作,并提高安全性、可靠性、性能和操作效率。這種獨立穩定的位置檢測性能才是使用多圈絕對值編碼器的意義和價值。
了解更多編碼器相關知識,敬請關注西安德伍拓自動化傳動系統有限公司網站。公司技術團隊為您免費提供
編碼器的選型、安裝、調試、保養等技術指導服務,盡量避免企業因為編碼器技術人員的短缺帶來的損失,采取“線上+線下”服務的服務形式,幫助企業解決技術難題。

 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn