伺服電機編碼器的工作原理
連接到伺服電機的編碼器主要用作電極速度信號的反饋,因此服務器具有閉環控制以控制電機。
伺服編碼器的基本功能與普通編碼器相同。例如,絕對編碼器A、A反、B反、Z反等信號。此外,伺服編碼器與普通編碼器的不同之處在于,大多數伺服電機都是同步電機。當同步電機啟動時,需要知道轉子的磁極位置,以便伺服電機能夠以大扭矩啟動。這樣,需要幾個附加信號來檢測轉子的當前位置。例如,增量類型具有UVW和其他信號。由于這些信號,伺服編碼器看起來有點復雜,所以普通人無法理解其真相。

當伺服電機接收到脈沖時,編碼器旋轉與脈沖對應的角度以實現位移。由于伺服電機本身具有發送脈沖的功能,所以每次伺服電機旋轉一個角度時,它都會發送適當數量的脈沖。
以這種方式,伺服電機接收的脈沖形成回波或閉環,從而系統知道有多少脈沖被發送到伺服電機,以及有多少脈沖同時被撤回。
由于A和B之間的相位差為90度,因此可以通過比較相位A和相位B來確定編碼器的正向旋轉和反向旋轉,并且可以通過零脈沖獲得編碼器的零參考位。
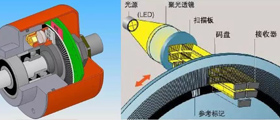
編碼器碼盤由玻璃、金屬和塑料制成。玻璃碼盤由沉積在玻璃上的細摩擦線組成。它具有良好的熱穩定性和高精度。金屬碼盤直接連接,無摩擦線,不易碎。然而,由于金屬的厚度,精度有限,其熱穩定性比玻璃差一個數量級。塑料碼盤經濟,成本低,但其精度、熱穩定性和使用壽命都很差。
分辨率:編碼器為每360度旋轉提供的通過線或暗線的數量稱為分辨率,也稱為分析索引,或直接調用多少線,通常在每轉5-10000線的范圍內。
它可以精確控制電機的旋轉,實現精確定位,可達到0.001 mm。直流伺服電機分為有刷電機和無刷電機。
有刷電機成本低、結構簡單、起動轉矩大、速度范圍廣、易于控制且需要維護,但維護不方便,導致電磁干擾,需要環境。因此,它可用于對成本敏感的一般工業和民用場合。
伺服電機編碼器的控制原理
通過控制伺服驅動器,用戶將用于控制的伺服驅動器轉換為相應的三相電輸出。伺服電機有三種控制模式:位置、速度和扭矩控制。位置控制采用脈沖輸入方式,分為AB相脈沖、正負脈沖和脈沖+方向控制;速度和扭矩通常通過模擬輸入進行控制。
了解更多
電機編碼器相關知識,敬請關注西安德伍拓自動化傳動系統有限公司網站。公司技術團隊為您免費提供編碼器的選型、安裝、調試、保養等技術指導服務,盡量避免企業因為編碼器技術人員的短缺帶來的損失,采取“線上+線下”服務的服務形式,幫助企業解決技術難題。

 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn