編碼器在軋線系統定位中的應用
隨著人們對日常生活要求的不斷提高,編碼器在軋線系統中的定位逐漸被使用。西安德伍拓自動化技術人員為大家簡單介紹一下編碼器,并利用PLC計算不同輥徑的軋輥所需的輥線電機的旋轉角度。兩種類型的光電編碼器用作反饋,用于調整軋線的實際旋轉角度,以準確定軋線位置。

無論冷軋機的AGC系統的液壓是否升高或降低,都必須首先定位在軋制過程中未調整的輥,然后始終在固定的軋線上進行。由于軋輥經常需要更換和研磨,以確保工作軋輥的接觸面位于固定和預制的軋線上,因此在更換軋輥后,軋輥必須以不同的軋輥直徑準確定位。
編碼器市場現狀
編碼器在OEM市場的應用比例很高,主要用于機床、電梯、伺服電機支架、紡織機械、包裝機械、印刷機械、起重機械等行業。編碼器分為絕對值型和增量型。目前,絕對捐助者的價格大約是增量捐助者的四倍。國內市場70%的應用是價格相對經濟的增量編碼器,主要用于包裝、紡織、電梯等行業。僅需要對測量速度和絕對位置要求較低的機器和設備。然而,在高精度機械設備或鋼鐵、港口和起重行業中,由于對測量精度的要求相對較高,在更多情況下使用絕對編碼器。在這些重工業應用中,由于工作條件相對苛刻,編碼器對防震和振動指示器提出了很高的要求。隨著機械系統自動化程度的提高,編碼器產品的應用領域越來越廣泛。客戶不再滿意編碼器只能將物理旋轉信號轉換為電信號。它們對編碼器集成有更高的要求,產品更耐用。他們還希望在絕對編碼器中擁有豐富的接口模式,以便更多設備實現智能化。
關于軋線調整系統
例如,對于6高HC冷軋機的軋線調整系統,上支撐輥由電機驅動,螺桿驅動裝置由螺桿、螺桿活塞(或螺母)和齒輪機構組成。齒輪機構采用圓柱齒輪的形式,即一對蝸輪。螺栓活塞最高位置到軋線的距離應設計為滿足以下要求:如果上三個輥子(即上支撐輥子、上中間輥子和上工作輥子)同時為最大輥子直徑,則上中間輥子與上工作輥子直徑之和;加上一半的保持輥(上保持輥的上輥表面不接觸),加上一半支撐輥軸承座加上一定的余量L,以滿足更換輥的要求。我們在電機輸出軸或蝸輪上安裝旋轉編碼器,以檢測電機的實際旋轉角度。
編碼器在軋線系統定位中的應用
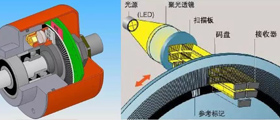
光電編碼器是最常用的編碼器,它是通過光電轉換將輸出波上的機械幾何位移轉換為脈沖或數字大小的傳感器。光電編碼器由點陣盤和光電檢測裝置組成。當電機旋轉時,格盤和電機同步旋轉。若干脈沖信號經由諸如發光二極管的電子部件輸出。為了評估旋轉方向,轉臺還提供兩組相位差為90°的脈沖。根據其校準方法和信號輸出形狀,可將其分為三種類型:增量編碼器、絕對編碼器和混合傳感器。增量式光電編碼器直接利用光電轉換原理輸出三組脈沖相位A、B和Z;絕對編碼器是直接輸出數字量的傳感器。
增量式光電編碼器在軋線系統定位中的應用
增量式光電編碼器直接利用光電轉換原理輸出A相、B相和Z相三組脈沖。A、 B兩組脈沖之間的差為90°,旋轉方向可以根據信號的順序確定;Z相位用于每轉輸出一個脈沖用于參考點定位。如果使用此編碼器是因為它只能輸出脈沖數而不能輸出其絕對位置,則只能在計數器計數后使用。當我們將輸出脈沖信號連接到PLC(可編程控制器)時,我們可以簡單地使用PLC中的計數器進行計數。由于PLC具有中斷功能,它可以使控制更快、更準確。首先,將螺釘調整到最高點,將PLC計數器重置為固定的機械零點。通過使用PLC計算器計算上部3個輥的實際輥直徑,以使工作輥的下部輥表面達到輥線電機需要旋轉的角度2。在調試過程中反復測量K值,然后驅動電機,光電編碼器返回電機的實際旋轉角度。當達到所需的旋轉角度時,電機停止旋轉;當需要調整滾動線以返回到起始位置時,驅動電機將上升以自動返回編碼器,并在反饋信號為零時停止旋轉。
增量式光電編碼器的缺點與改進
目前,使用這種類型的編碼器的缺點逐漸顯露出來。PLC計數器的數據不能丟失。如果程序需要重新發送或PLC丟失后意外關閉,則必須將電機轉回零位,然后計數器將復位,否則將出現錯誤壓力和設備事故。其次,由于光電編碼器的精確結構,大圓圈的碼盤上有數百甚至數千個網格。一旦單個網格出現故障,計數器將進行累積錯誤計數,累積錯誤越多,錯誤越大。如果誤差累積到一定程度,實際的減少會有很大的偏差,或者當信號受到干擾時也可能出現計數誤差。后來,我們使用安裝在軋線上的上限,在軋線設置為極限時向PLC發送信號,并重置計數器。這樣,儀表就不必具有關機功能,還可以防止由于編碼器故障導致儀表的累積跳過。由于此限制必須在軋線的每一個設置中準確應用,因此其軋制尤為重要,安裝位置必須絕對可靠。
絕對編碼器在軋線系統定位中的應用
絕對編碼器是一種傳感器,直接在其圓形碼盤上輸出數字大小。沿徑向有幾個同心代碼軌跡。每個代碼軌道由半透明和不透明扇區組成。相鄰碼道的扇區數加倍。碼盤上的碼道是其二進制數字的位數。絕對編碼器使用自然二進制或循環二進制(格雷碼)模式進行光電轉換。格雷碼的兩個相鄰碼組之間只有一個比特差,這比同時改變兩個或更多比特的其他碼更可靠。因此,絕對值編碼器正被越來越多地使用。絕對編碼器和增量編碼器的區別在于,光盤上半透明和不透明的線條圖形可以有多個代碼。絕對編碼器可以通過讀取碼盤上的代碼檢測絕對位置。其特性是可以直接讀取角坐標的絕對值,而不會累積誤差。此外,關閉電源后,位置信息不會丟失,但分辨率由二進制數字決定(精度取決于數字)
絕對編碼器的缺點及改進措施
當使用絕對編碼器時,當需要輥線設置返回到初始機械零位時,將0從0返回到OPOLOCO,并停止0到0到000。但是,由于慣性,光電編碼器的值通常會超過0以達到最大值,然后減小,在再次計算設置時會出現什么大問題?通常有兩種方法可以解決這個問題:當您在軋線上調整電機的零位時,拆下光電編碼器,將其復位,手動旋轉,直到顯示為100000,然后安裝光學編碼器;第二,當滾筒線電機仍處于零位時,重置光電編碼器。
小結
采用光電編碼器對軋線進行定位,控制準確,操作方便。只需操作員輸入前三個滾筒的滾筒直徑,即可準確調整滾筒。在使用中,調整后的軋線的位置也可以用作參考,并且軋線定位后的位置可以用作計數零點,因此不需要將機械零點定位在尖端。
了解更多
軋機編碼器相關知識,敬請關注西安德伍拓自動化傳動系統有限公司網站。公司技術團隊為您免費提供編碼器的選型、安裝、調試、保養等技術指導服務,盡量避免企業因為編碼器技術人員的短缺帶來的損失,采取“線上+線下”服務的服務形式,幫助企業解決技術難題。

 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn