絕對值編碼器及其在鋼鐵治煉中的應用
本文簡要介紹了絕對值編碼器的工作原理,并以轉爐氧槍的定位為例,重點介紹了絕對值編碼器的實際應用和注意事項。

絕對值編碼器簡介
光電編碼器是一種集成了光學、機械和電氣技術的數字傳感器。它是一種通過光電轉換將輸出波上的機械幾何位移轉換為脈沖或數字量的傳感器。它可以精確地測量被測物體的角度或線性位移。根據測量方法的不同,它可以分為旋轉編碼器和線性編碼器。根據編碼方法,它可以分為絕對值編碼器、增量編碼器和混合編碼器。
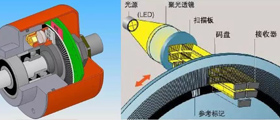
絕對值編碼器使用光學信號掃描表盤上的格雷碼表盤(連接到傳輸波),以確定測量對象的絕對位置值。圓形表盤上有幾個徑向同心的代碼通道,每個通道由透明和不透明扇區組成。相鄰代碼通道的數量是兩倍,表盤上的代碼通道數量是二進制數字的數量。表盤的一側是光源,另一側是與每個代碼通道相對應的光敏元件。如果碼盤位于不同的位置,則每個光敏元件根據其是否被點亮來轉換相應的電平信號,并形成十進制數。這種編碼器的特點是它不需要計數器,可以讀取與軸上任何點的位置相對應的固定數字代碼。顯然,代碼軌跡越多,分辨率就越高。對于具有二進制N位分辨率的編碼器,其代碼盤必須具有N個條形碼磁道。絕對值編碼器使用自然二進制或循環二進制(葛蔡碼)方法進行光電轉換。其特點是:1。在一個檢測周期內,不同角度有不同的格雷碼,因此編碼器輸出的位置數據是唯一的;2.無累積誤差;3.電源關閉后位置信息不會丟失
絕對值編碼器應用示例
絕對值編碼器廣泛用于鋼鐵冶煉,通常用于測量轉爐中氧氣槍的位置和鋼包車的位置。以轉爐氧槍位置測量為例,將一個25位并行輸出絕對值編碼器連接到提升電機上。通過對編碼器輸出值的轉換和比較,實現了手槍位置的確定和行程控制。
轉換方法如下:25位并行輸出絕對值編碼器的輸出信號是通過25個開關輸入點連接到PLC的25位二進制代碼。在PLC中,編碼器通過二進制到十進制轉換的實際輸出范圍為0-226-1。編碼器和PLC也可以通過Profibus和DriverNet等總線進行通信,直接讀取編碼器數據。通過總線進行通信可以實現更多功能,例如重置或分配編碼器值。但對局部環境也有一定的要求,如局部環境差、電磁干擾大、溫度高等問題。由于難以修復總線錯誤,因此不建議使用這種總線通信方法。
假設在實踐中編碼器總是正向旋轉(即編碼器的旋轉值從0變為226-1),其初始值與旋轉次數之間的關系如圖1所示。手槍位置和編碼器值的校準允許控制手槍位置。首次使用時,需要根據現場實際槍位和編碼器的輸出值調整槍位,并更改PLC程序中的相關參數。因此,在未來的維護和維修過程中,當更換編碼器時,必須重新調整槍的位置。
校準方法和原理如下:
(1) 與機電安裝人員確認設備安裝到位,觀察編碼器輸出值,確認第24個值在輸出值0的第25位。校準前,確保編碼器輸出值接近量程中心,以避免編碼器值從0變為226-1或226-0時導致的槍位置跳躍。盡管25位絕對值編碼器的輸出范圍足夠大,可以滿足上槍行程范圍校準的要求,但如果這個問題得不到解決,在初始安裝階段,這個問題仍然會對未來的正常生產構成潛在威脅。
(2) 將上手槍保持在一定高度,測量手槍頭部與參考平面的實際距離為y1,并根據該高度記下編碼器值x1。將上部手槍移動到不同的高度,測量手槍頭部與參考平面的實際距離為V2,并根據該高度記錄編碼器值x2。使用以下公式計算相關參數a和b,并更改PLC程序中相應位置的參數值。完成了上炮的定標和定標工作。
校準完成后,有必要將程序中相應的噴槍比較值(例如,內部和外部吹點的編碼器值的比較值等)調整為新參數,這一點不再贅述。
了解更多
編碼器相關知識,敬請關注西安德伍拓自動化傳動系統有限公司網站。公司技術團隊為您免費提供編碼器的選型、安裝、調試、保養等技術指導服務,盡量避免企業因為編碼器技術人員的短缺帶來的損失,采取拉線上+拉線下服務的服務形式,幫助企業解決技術難題。

 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn